
Zakaj je Solder Wick Braid Wire idealno orodje za čisto odspajkanje?
Povzetek
Odspajkanje bi se moralo počutiti nadzorovano, ne kot igra z visokimi vložki, kjer se blazinice dvignejo, sledi luščijo in spajkanje razprši povsod. Ta vodnik pojasnjuje, kakoPletena žica za spajkalni stenjdeluje, zakaj ne uspe pri predelavi v resničnem svetu in kako popraviti najpogostejše bolečinske točke s ponovljivim procesom. Dobili boste tudi praktično izbirno tabelo, tabelo za odpravljanje težav in slog kontrolnega seznama potek dela, ki vam pomaga čisto odstraniti spajko, hkrati pa zaščiti komponente in tiskano vezje.
Vsebina
- Oris na prvi pogled
- Razumevanje pletenice spajkalne žice
- Težave strank in zakaj gre odspajkanje narobe
- Izbira prave pletenice za delo
- Čist, ponovljiv potek dela pri odspajkanju
- Izbirna tabela za širino, toploto in primere uporabe
- Tabela za odpravljanje težav pri trdovratnem spajkanju
- Napredni nasveti za SMD, konektorje in večslojne plošče
- Nega, shranjevanje in naknadno čiščenje
- pogosta vprašanja
- Naslednji koraki
Oris na prvi pogled
- Kaj v resnici počne odspajkalna pletenica na spoju (in česa ne more)
- Zakaj se blazinice dvignejo in sledi luščijo med "običajno" predelavo
- Kako izbrati širino in obnašanje fluksa, ki ustreza vašim sklepom
- Metoda po korakih, ki zmanjša toplotni stres in izboljša hitrost odvajanja
- Tabele za izbiro in odpravljanje težav
- Pogosta vprašanja, ki obravnavajo vprašanja, ki jih kupci in tehniki najpogosteje postavljajo
Razumevanje pletenice spajkalne žice
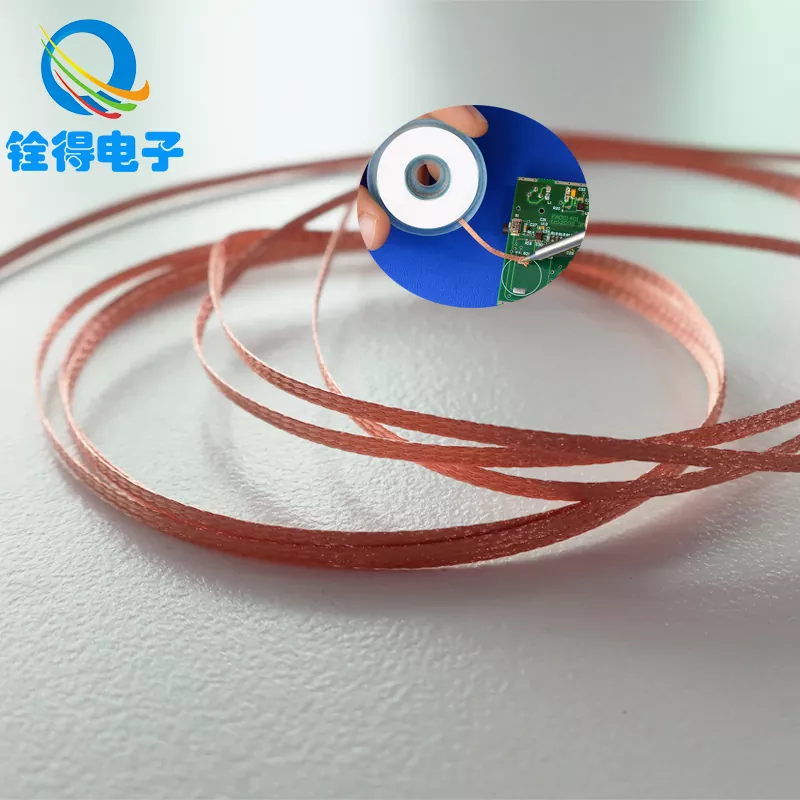
Pletena žica za spajkalni stenj(imenovan tudi pletenica za razspajkanje) je tkan bakren trak, namenjen odvajanju staljene spajke stran od spoja. Pletenica deluje kot mreža drobnih kanalčkov: ko se spajka utekočini, jo kapilarno potegne v bakreno vezavo. Dobra pletenica se ne "spajka le na dotik" - hitro jo vpije, nato pa čisto sprosti, ko jo dvignete.
Večina pletenic je na osnovi bakra, ker baker učinkovito prenaša toploto in se hitro zmoči, ko je prisoten fluks. Flux je tukaj tihi junak: odstranjuje okside, pomaga pri pretoku spajke in dramatično izboljša hitrost odvajanja. Brez dovolj fluksa se lahko celo vrhunska pletenica zdi "mrtva", zaradi česar morate zadrževati toploto dlje, kot bi smeli - in tam se plošče poškodujejo.
- Za kaj je odličen:čiščenje blazinic, čiščenje mostičkov, odstranjevanje odvečne spajke, priprava za predelavo.
- Kaj ni:nadomestek za pravilno ogrevanje fug ali čarobno radirko za hladne fuge s slabim toplotnim dostopom.
Težave strank in zakaj gre odspajkanje narobe
Ljudje običajno krivijo pletenico, ko gre odspajkanje slabo. pošteno Toda pravi vzrok je skoraj vedno neskladje med širina pletenice, aktivnost fluksa, temperatura železa in način prenosa toplote v spoj.
Točka bolečine 1: Blazinice se dvignejo ali sledi luščijo
To se običajno zgodi, ko se toplota uporablja predolgo ali ko je pletenica močno pritisnjena navzdol, kot da bi poskušali "odrgniti" spajko. Prekomerni pritisk poveča mehansko obremenitev, medtem ko se lepilo pod bakreno blazinico zaradi toplote zmehča. Popravek je kontraintuitiven: uporabamanjokrepite in izboljšajte učinkovitost odvajanja s fluksom in pravilno širino pletenice, tako da se čas ogrevanja zmanjša.
Bolečina 2: pletenica ne absorbira spajkanja
Pogosti razlogi vključujejo oksidirano pletenico, nezadosten tok, prenizko temperaturo ali spoj, ki ni povsem staljen. Če sklep ni zares tekočina, spajka ne bo stekla v tkanje - samo sedi tam in se vam posmehuje.
Točka bolečine 3: Spajka se razmaže ali ponovno strdi na blazinici
To se pogosto zgodi, ko se pletenica dvigne ob nepravem času ali se likalnik odstrani, preden se pletenica loči. Spajka zmrzne in "prilepi" pletenico na blazinico, kar vabi k dvigu blazinice. Čas je pomemben: ločite pletenico od spoja, ko je spajka še staljena.
Točka bolečine 4: Komponente, občutljive na toploto, so obremenjene
Konektorji, plastična ohišja in bližnji IC-ji ne marajo dolgotrajne vročine. Če vaša metoda zahteva dolg čas stika, igrate v težkem načinu. Rešitev je hitrejši, nadzorovan postopek – in včasih kombiniranje pletenice z drugimi orodji (kot je sesanje spajk ali zlitin z nizko stopnjo taljenja) za specifični sklepi.
Izbira prave pletenice za delo
Nakup pletenice ne bi smel biti ugibanje. Začnite s tremi praktičnimi dejavniki: širino, obnašanjem toka in konsistentnostjo tkanja. Ko se ti uskladijo z vašim delom,Pletena žica za spajkalni stenjpostane hiter, predvidljiv in nežen na deskah.
- širina:Ujemajte širino pletenice z velikostjo blazinice/sklepa. Preozko takoj nasiči; preširoka krade toploto in upočasnjuje taljenje.
- Flux aktivnost:Pletenica z učinkovitim fluksom se hitreje zmoči. Pri trdovratnih starih spojih pomaga dodajanje kančka zunanjega talila.
- Konzistentnost tkanja:Enakomerna gostota pletenice izboljša kapilarno delovanje. Nepravilno tkanje povzroča neenakomerno vpijanje in "preskakovanje".
- Čisti baker:Oksidirani baker se ne bo dobro vpil. Shranjevanje in pakiranje sta pomembnejša, kot si ljudje priznavajo.
Če nabavljate za proizvodno ali storitveno delo, je doslednost pomembna prav tako kot uspešnost. Številne ekipe izberejo stabilnega dobavitelja, tako da tehniki se ne učijo nenehno znova, kako se kitka obnaša. Tukaj izkušeni proizvajalci, kot nprDongguan Quande Electronics Co., Ltd.se pogosto ocenjujejo glede ponovljivosti, nadzora pakiranja in stabilnosti med serijami.
Čist, ponovljiv potek dela pri odspajkanju
Tukaj je metoda, ki zmanjša stres na deski in izboljša rezultate. Obravnavajte to kot rutino, ne kot nastop v prostem slogu. Največji napredek boste opazili v tem, kako hitro se spajka premakne v pletenico.
- Pripravite sklep:Dodajte majhno količino sveže spajke na stare spoje. Sliši se napačno, vendar pomaga pri prenosu toplote in znižuje možnost "napol staljene" spajke, ki noče stenjati.
- Dodajte fluks (da, tudi če je pletenica fluksirana):Majhna količina zunanjega fluksa na blazinici ali konici pletenice lahko spremeni zmogljivost, predvsem na starejših ploščah.
- Postavite pletenico, nato likajte:Najprej nastavite pletenico na spajko, nato položite likalnik na vrh pletenice. To segreje pletenico in spoji in spodbuja kapilarni pretok.
- Uporabite nežen pritisk:Vi vodite stik, ne brusite PCB. Naj toplota opravi delo.
- Oglejte si tok:Morali bi videti, kako se spajka seli v pletenico. Ko se del nasiči, povlecite na novo območje.
- Pravilno dvignite:Dvignite pletenico in zlikajte skupaj, nato pa po potrebi ločite, medtem ko je staljena. Ohlajene pletenice ne odlepite z blazinice.
- Končaj čisto:Če so ostanki talila pomembni za vaš sklop, očistite območje z ustreznim topilom in palčko, ki ne pušča vlaken.
Ko je pravilno opravljeno,Pletena žica za spajkalni stenjne zdi se kot "morda". Občutek je kot nadzorovan prenos: spajka gre kamor želite, blazinica pa ostane mirna.
Izbirna tabela za širino, toploto in primere uporabe
| Tipična naloga | Priporočena širina pletenice | Navodila za železno konico | Opomba o najboljši praksi |
|---|---|---|---|
| Čiščenje majhnih SMD ploščic (območje 0603/0805) | Ozka (fina pletenica) | Majhno dleto ali stožčasto z dobrim stikom | Dodajte pridih fluksa; premaknite se hitro, da preprečite dvig blazinice |
| Odstranjevanje spajkalnih mostičkov med zatiči z majhnim korakom | Ozko do srednje | Konica dleta pomaga porazdeliti toploto vzdolž pletenice | Nežno povlecite; pogosto uporabljajte sveže dele kitke |
| Čiščenje blazinice skozi luknjo | Srednje | Konica dleta za močnejši prenos toplote | Za trdovratne spoje najprej razmislite o dodajanju sveže spajke |
| Spojni zatiči in težji spoji | Srednje do širše | Večja konica dleta za toplotno maso | Delo po fazah; izogibajte se pregrevanju plastičnih ohišij |
| Izravnavanje blazinice po predelavi | Ujemanje velikosti blazinice | Stabilna temperatura, kratek stik | Goal je ravna, konzervirana blazinica – ustavite se, ko je videti enakomerna |
Tabela za odpravljanje težav pri trdovratnem spajkanju
| Težava | Verjeten vzrok | Popravi |
|---|---|---|
| Pletenica ne spajka | Oksidirana pletenica ali premalo fluksa | Uporabite svež del pletenice; dodajte zunanji tok; povečati kakovost stika |
| Blazinica se začne razbarvati ali dvigovati | Prevelik pritisk ali predolgo na vročini | Zmanjšajte pritisk; izboljšati hitrost odvajanja; uporabite pravilno širino; skrajšati čas zadrževanja |
| Spajka se razmaže in ponovno zamrzne | Spoj ni povsem staljen ali pa se dvigne prepozno | Zagotovite popolno taljenje; dvignite pletenico / železo skupaj; ne lupite ohlajene pletenice |
| Pletenica se prilepi na blazinico | Hlajenje, ko je pritrjen | Na kratko segrejte in gladko dvignite; izogibajte se vlečenju; upoštevajte več toka |
| Bližnji deli so izpostavljeni toplotni obremenitvi | Dolg čas zadrževanja in ponavljajoči se prehodi | Delo v krajših prehodih; razmislite o dopolnilnih orodjih za težke sklepe |
Napredni nasveti za SMD, konektorje in večslojne plošče

Nekateri sklepi se upirajo močneje kot drugi. Večslojne plošče hitro odvajajo toploto; velike talne ravnine delujejo kot velikanske toplotne gobe. Trik ni v surovi sili - izboljša prenos toplote, tako da hitreje vstopite in izstopite.
- Za zemeljska letala:Uporabite večjo konico in srednje/širšo kito. Dodajte tok. Razmislite o predgretju plošče, če vaš postopek to dopušča.
- Za zatiče z majhnim naklonom:Uporabljajte ozko pletenico, lahek stik in pogoste menjave pletenice. Nasičena pletenica vleče spajko nazaj čez nožice.
- Za priključke:Delajte zatič za zatičem v fazah. Dovolj čiste spajke, da sprostite svinec, nato ponovno ocenite namesto pregrevanja.
- Za večkratno predelavo:Očistite ostanke med prehodi. Stari tok in oksidacija se kopičijo in počasi odvajajo.
Če vaša ekipa pogosto predeluje, dosledna zmogljivost pletenice prihrani čas in zmanjša odpadke. Zato mnogi kupci ocenjujejoPletena žica za spajkalni stenjne le na "ali deluje", ampak na "ali deluje vsakič na enak način."
Nega, shranjevanje in naknadno čiščenje
Zmogljivost pletenice se zmanjša, ko baker oksidira ali se tok izsuši. S pletenico ravnajte kot s potrošnim materialom, ki si zasluži čisto shranjevanje.
- Hraniti zaprto:Pletenico hranite v embalaži, ko je ne uporabljate, da zmanjšate oksidacijo.
- Uporabite sveže razdelke:Ko je nasičen, odrežite ali premaknite naprej. Ponovna uporaba polnjene pletenice upočasni odvajanje in poveča izpostavljenost toploti.
- Čiščenje po predelavi:Če vas ostanki skrbijo, očistite območje blazinice in ga preglejte pred ponovnim spajkanjem.
- Preverite rezultat:Pravilno očiščena blazinica mora izgledati enakomerno in pripravljena za ponovno kositranje ali namestitev komponent.
Za ekipe za nabavo je prav tako vredno preveriti doslednost embalaže in jasnost označevanja, zlasti pri zalogah z več širinami. Dobavitelji kotDongguan Quande Electronics Co., Ltd. se pogosto zahteva, da podpirajo stabilne specifikacije v serijah tako da se lahko tehniki zanesejo na predvidljivo rokovanje.
pogosta vprašanja
Ali lahko uporabim stenj za spajkanje na spajkah brez svinca?
ja Spajka brez svinca običajno zahteva nekoliko močnejši prenos toplote in dobro aktivnost fluksa. Uporabite primerno konico, zagotovite trden stik, in razmislite o dodajanju majhne količine sveže spajke in talila, da bi olajšali pretok spoja pred steljanjem.
Zakaj dodajanje sveže spajke včasih olajša odstranjevanje?
Sveža spajka izboljša prenos toplote in lahko "ponovno aktivira" star oksidiran spoj. Ko se spoj enakomerno stopi, lahko pletenica vleče spajko hitro v tkanje, namesto da bi se boril z delno staljenim materialom.
Kakšno širino pletenice naj obdržim kot privzeto?
Srednja širina je dobra splošna možnost za mešana popravila, če pa je vaše delo večinoma SMD z majhnim naklonom, imejte ozko pletenico. dnevni voznik. Če pogosto rokujete s konektorji ali blazinicami skozi luknje, dodajte širšo možnost za hitrejšo absorpcijo.
Kako preprečim dvig blazinic?
Zmanjšajte čas zadrževanja, uporabite nežen pritisk, dodajte fluks in izberite širino, ki učinkovito odvaja stenj. Dlje kot zadržujete toploto, večje je tveganje. Ohlajene pletenice nikoli ne odlepite z blazinice – namesto tega jo na kratko segrejte in čisto dvignite.
Ali je zunanji tok potreben, če je pletenica fluksirana?
Ne vedno, vendar pogosto pomaga pri starih ploščah, spojih brez svinca in oksidiranih blazinicah. Majhna količina lahko bistveno pospeši odvajanje in zmanjša izpostavljenost toploti, kar ščiti PCB.
Zakaj pletenica včasih "vleče" spajkanje in povzroča mostove?
To se običajno zgodi, ko je del pletenice že nasičen ali ko uporabljate širino, ki je prevelika za zatiče z majhnim korakom. Uporabite svežo pletenico, pojdite ožje in se premikajte v nadzorovani smeri z rahlim dotikom.
Naslednji koraki
Če želite odspajkanje, ki se zdi čisto, hitro in ponovljivo, je pravPletena žica za spajkalni stenjizbira je pomembna prav tako kot tehnika. Ne glede na to, ali imate na zalogi več širin za mizo za popravilo ali nabavljate stabilno zalogo za predelavo proizvodnje, imejte dosledno obnašanje pletenice lahko zmanjša ostanke, zaščiti plošče in prihrani čas tehnika.
Iščete zanesljive možnosti in jasna navodila za ujemanje širine pletenice z vašimi aplikacijami?Kontaktirajte nasza razpravo o vašem primeru uporabe, in pomagali vam bomo izbrati najbolj praktično konfiguracijo za vaš potek dela.
Pošlji povpraševanje

X
Piškotke uporabljamo, da vam ponudimo boljšo izkušnjo brskanja, analiziramo promet na spletnem mestu in prilagodimo vsebino. Z uporabo te strani se strinjate z našo uporabo piškotkov.
Politika zasebnosti